CRC-BRAKE
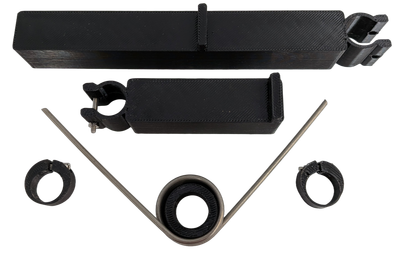
Roll Cutter Brake Accessory
Designed for Krexil paper and film roll cutting machines, this accessory clips onto the rear fixed bar and applies pressure against the material roll to quickly bring the roll to a stop after a material feed. This allows for higher throughput by allowing increased acceleration and deceleration of the roll.